|



 |
 |
|
 |
 |
| 品牌 | 吉力士 |
| 货号 | G2711C |
| 用途 | 玩具,医疗 |
| 牌号 | TPE G2711C |
| 型号 | G2711C |
| 品名 | TPE |
| 外形尺寸 | 粒子 |
| 生产企业 | 美国 |
| 是否进口 | 是 |
吉力士粘聚丙烯 TPE G2711C
TPE注塑成型缺陷分析及解决方法: |
| 不良现象 | 可能原因 | 处理方法 |
| 成品出模变型 | 冷却时间太短,成品未能足够冷却 | 延长冷却时间 |
| 开模速度过快,强拉变型 | 减缓开模速度 | |
| 成品构造有缺陷 | 修改模具 | |
| 模温过高,成品冷却不到位 | 降低模温 | |
| 成品出模易破裂 | 料温过低或模温过低 | 提高炮筒温度和模具温度 |
| 脱模斜度不够或顶出顶出方式不当 | 修改模具 | |
| 浇口太小 | 修改模具 | |
| 脱模角不足 | 修改模具 |

| 注射说明 |
|---|
| 以聚丙烯 (PP)、乙烯醋酸乙烯共聚物 (EVA) 或聚乙烯 (PE) 为基础的色母料最适合 Dynaflex™ G2711C 着色。使用熔体流动速率较高(范围为 25 - 40 克/10 分钟)的色母料,则能达到较好的颜色分散效果。典型的色母料用量为 1% 至 5%(重量)。可以使用液体颜料,但以矿物油为基础的载体对最终硬度值会有显著的影响。不应采用以 PVC 为基础的色母料。若使用 GLS 可供的预着色复合材料,则可达到较好的配色一致性。色母料是否适用,应由用户通过试验来最终确定。在使用此产品之前或之后,均须用熔体流动速率较低 (0.5 - 2.5 MFR) 的聚乙烯 (PE) 或聚丙烯 (PP) 彻底进行置换。 |
![]()

在设计TPE零件时,需要遵循一些一般规则:
应避免深的无法通气的盲区或肋板。![]()
斜度*的长缩孔可能会影响轻松注塑。
避免通过空气辅助喷射无法从芯材上吹扫的薄壁。
半径/圆角做成全部锐角,以便促进流动并尽量减少无填充的区域。
较厚的区域应做成空心,以便尽量减少收缩和减轻零件重量(以及减少循环时间)
零件壁厚应尽可能统一。应逐渐从厚区过渡至薄区,以防止出现流动问题、回填和气阱。
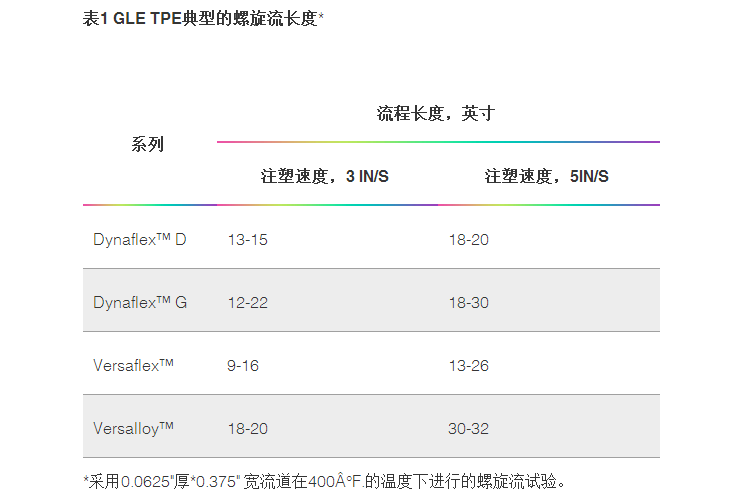
GLE TPE在薄壁中比其他TPE流得更远,*可实现的流动长度取决于所选这的具体材料、零件的厚度以及加工条件。一般情况下。通过将材料注入螺旋零件的方式进行螺旋流试验(与缎面形成螺旋类似)。材料流动距离的测量单位为英寸。螺旋流的测量为材料填充零件的能力提供了比较分析。
流量厚度比*为200,但这取决于材料和零件设计。高流量的GLS TPE(如Versalloy等)曾经被成功用于填充达400的流量比率。
TPE的挠性和弹性考虑了将底切卡入零件设计中。由于GLS TPE具有优异的恢复特性,因此能够伸长和变形,使得可以从深的底切中恢复过来(如下图所示)。
如果在相同的零件上出现内部和外部底切,在可能要求使用滑块或型芯拼块。具有内部底切的零件(如灯泡状零件)可以在芯材中采用提升阀通过芯材进行空气喷射。由于变形的原因,在喷射期间,可能出现轻微的*性拉伸(3%-8%)。
TPE与PVC的区别
TPE-热塑性弹性体是一种具有橡胶的高弹性,高强度,高回弹性的新型材料。TPE材质触感柔软,耐候性好,不含增塑剂,是一种环保无毒的材料,价格在2.5-5万/吨之间,广泛使用在与人体接触的日用品中。
PVC-聚氯乙烯,是一种有毒的含氯树脂。加工时添加了增塑剂,增塑剂的含量越大,材料越柔软,广泛的用于建材,人造皮革中,价格在0.8-1.2万元/吨之间。聚氯乙烯塑料制品在较高温度下,如50℃左右就会慢慢地分解出氯化氢气体,这种气体对人体有害。
TPE与PVC相比,更耐高温和低温、有更好的弹性,近年来环保呼声越来越高,所以在很多领域节能环保的热塑性弹性体TPE开始取代PVC。









