-
你好,欢迎来到东莞市樟木头宇涛塑胶原料经营部官网!




|



| 品牌 | 吉力士 |
| 货号 | G2780-0001 |
| 用途 | 消费品,个人护理,医疗等 |
| 牌号 | TPE G2780-0001 |
| 型号 | G2780-0001 |
| 品名 | TPE |
| 外形尺寸 | 粒子 |
| 生产企业 | 美国 |
| 是否进口 |
TPE G2780-0001 现货
Dynaflex™ G2780-0001 是一种容易加工的 TPE,设计用于要求符合 FDA 标准的注射模塑和挤出成型应用。
a着色性*
b臭氧和紫外线稳定性强
c可以重叠模塑方式粘接在聚丙烯上
d类似于橡胶
e手感柔软
Dynaflex™ G2780-0001 物性表
| 基本信息 | |
|---|---|
| 特性 |
|
| 用途 |
|
| 机构评级 |
|
| RoHS 合规性 |
|
| 外观 |
|
| 形式 |
|
| 加工方法 |
|

良好的控制
良好的耐候性
易于处理和上色
柔软、弹性的触感
有FDA和医疗等级可供选择
有半透明和透明等级可供选择
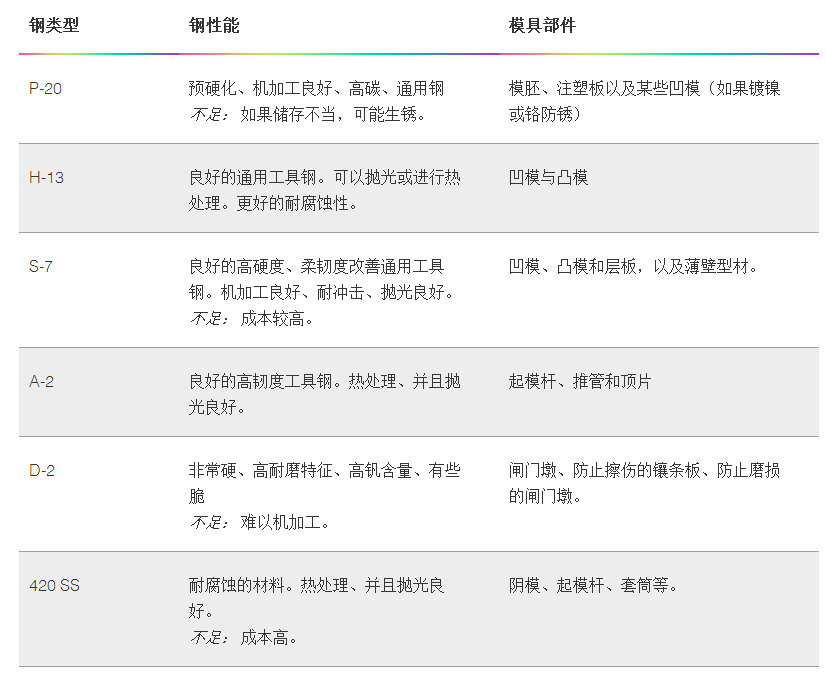
模具表面处理
注入口与注入口拉具设计
传统流道设计
流道定位件
浇口设计与位置
模具排气
零件注塑
模具冷却
热流道系统
歧管设计
热流道浇口设计
![]()

一般情况下,EDM表面具有良好的质感,并且在零件注塑期间,可以防止脱落出工具。无光或网纹表面也有助于隐藏流痕或其他表面缺陷。
如果要求与热固性橡胶相类似的无光表面,则应使用较粗糙的纹理(或通常具有无光表面的GLS Versalloy TPV合金)。
也可使用气流珩磨、砂光或珠光处理以及化学侵蚀产生具有各种光亮度的纹理表面。
为了形成一个光亮的饰面,要求使用光亮的磨具,并且应使用无填充等级。
为了保证零件具有良好的透明性,需要使用高度光亮的工具和透明材料。
为了帮助脱模,凹模或凸模在喷砂或形成EDM饰面后,应涂上脱模剂,如PTFE浸渍镍等。
| 注射说明 |
|---|
| 以聚丙烯 (PP)、乙烯醋酸乙烯共聚物 (EVA) 或低密度聚乙烯 (PE) 为基础的色母料最适合 Dynaflex™ G2780-0001 着色。使用熔体流动速率较高(范围为 25 - 40 克/10 分钟)的色母料,则能达到较好的颜色分散效果。典型的色母料用量为 1% 至 5%(重量)。可以使用液体颜料,但以矿物油为基础的载体对最终硬度值会有显著的影响。不应采用以 PVC 为基础的色母料。若使用 GLS 可供的预着色复合材料,则可达到较好的配色一致性。色母料是否适用,应由用户通过试验来最终确定。在使用此产品之前或之后,均须用熔体流动速率较低 (0.5 - 2.5 MFR) 的聚乙烯 (PE) 或聚丙烯 (PP) 彻底进行置换。Dynaflex™ G2780-0001 可利用高达 20% 的回收料同时其性能所受影响却极小,但该回收料必须是未受到污染的。为了*限度地减小模塑期间其性能所受的影响,熔体温度应维持得尽可能低。回收料的有效性应由用户最终确定。Dynaflex™ G2780-0001 具有极好的熔体稳定性。最长停留时间可能会根据机筒尺寸有所变化。通常,如果机器闲置 8 - 10 分钟或以上,则应将机筒排空。不需要干燥注射速度:1 - 5 英寸/秒第一阶段 - 提升压力:100 - 500 psi第二阶段 - 保持压力:70% 的升压保持时间(厚部件):4 - 10 秒保持时间(薄部件):1 - 3 秒 |



