-
你好,欢迎来到东莞市樟木头宇涛塑胶原料经营部官网!





|


| 品牌 | 科思创 |
| 货号 | 2458 |
| 用途 | 电子电器,机械,生活日用品等 |
| 牌号 | PC 2458 |
| 型号 | 2458 |
| 品名 | PC |
| 外形尺寸 | 颗粒 |
| 生产企业 | 德国 |
| 是否进口 | 是 |
适用于121°C的ETO和蒸汽灭模克隆PC 2458
科思创的产品组合包括专为满足照明行业需求而开发的工程聚碳酸酯牌号。
坚不可摧的长寿命聚碳酸酯解决方案为整个50,000小时的LED生命周

用于户外照明应用的聚碳酸酯材料暴露于各种应力,这要求所用材料对*温度,冲击和紫外线辐射具有高度耐受性。我们的透明Makrolon®和Apec®聚碳酸酯可满足这些要求。
科思创的LED产品系列经过特殊配方,可为LED照明提供按需属性。
照明OEM正在将他们的研究和开发重点放在可以扩展传统照明工程和安装边界的创新上。科思创为制造商和设计师提供照明材料工具包,以扩展应用领域的可能性。
从反光颜色和光漫射,到阻燃,紫外线稳定和导热的聚碳酸酯等级,科思创为照明原始设备制造商的材料和技术需求提供解决方案。
模克隆®聚碳酸酯和 高热聚碳酸酯可用于高效制造具有复杂几何形状的零件,与玻璃相比,OEM为设计提供了几乎无限的可能性。此外,这些部件重量轻,使用寿命长
聚碳酸酯具有出色的性能平衡,是迄今为止用途最广泛,最成功的热塑性塑料之一。医疗设备,汽车前照灯,运动器材,电子产品,DVD,眼镜,建筑玻璃和LED照明有*共同之处?它们属于多种应用,依赖于科思创生产的模克隆聚碳酸酯,这是一种高性能热塑性塑料,每天都会影响许多人的生活。
通用级产品以透明,半透明和不透明的颜色提供,并以颗粒形式提供。此外, 还可根据要求开发特殊颜色,用于一般用途和大多数特殊等级。这些牌号可用于注塑,挤出和吹塑,广泛应用汽车和运输,建筑,电子,医疗,照明和光学数据存储等市场。由聚碳酸酯制成的产品具有使用寿命长且可重复使用的有效性。更强和比玻璃更轻,聚碳酸酯还提供能源和CO 2 emmision节省.
几十年来获得认可和信赖的模克隆聚碳酸酯继续为未来的产品创新铺平道路。所有模克隆®聚碳酸酯等级的详细信息,包括等级说明,产品数据表,MSDS和属性曲线,将在此处提供:
1......Apec 高热聚碳酸酯和 模克隆®聚碳酸酯特种用于*照明应用,如前照灯边框,前照灯透镜和光导,要求高耐热性,抗冲击性和出色的透光性。
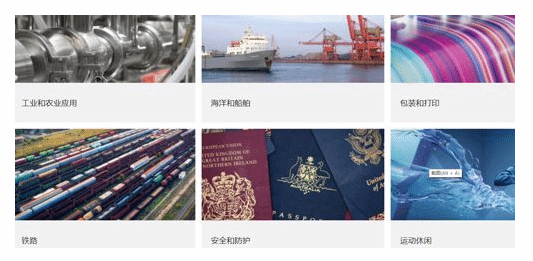
2........Bayblend (PC + ABS; PC + A物)具有出色的性能平衡。*注意的是高韧性 - 即使在低温下 - 刚性,尺寸稳定性,优异的抗蠕变性,低吸湿性,良好的耐热性,部分具有出色的阻燃性,使其成为许多应用的*材料,例如汽车 内饰件用于铁路车厢或注塑控制台覆层的热成型板材。
3......Makroblend (PC + PBT; PC + PET混合)树脂为许多润滑剂,溶剂和清洁剂提供额外的高耐化学性,以及出色的可涂性,使其非常适合 汽车,卡车和公共汽车的坚固 外部车身部件,包括散热器格栅,驾驶室角落和保险杠。
4........Apec 高热聚碳酸酯用于照明应用,如前照灯边框,前照灯透镜和灯罩,要求耐高温,耐冲击,并具有出色的透光性。
5.......作为汽车玻璃用聚碳酸酯的*供应商,我们为经验丰富的市场团队提供全面的产品,应用技术知识和服务,用于全景屋顶板,尾门,屋顶挡板和侧窗等应用。
6.......Bayblend(PC + ABS; PC + ASA共混物)具有高水平的冲击强度和韧性,可满足铁路和航空工业非常严格的生态阻燃要求,同时实现美观的表面和设计。典型应用包括墙壁和天花板盖,窗框,光导和灯罩,以及轨道车座椅; 航空应用中的托盘桌和座椅靠背罩; 以及重型卡车的内部和外部部件。
简介
聚碳酸酯(英文简称PC)是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。
是一款耐冲击性及透明性*的工程塑料 ,PC比一般广泛使用的塑料更硬、更轻,是用作工业材料高功能性塑料“工程塑料”中的一种。聚碳酸脂也是防弹玻璃的材料,具有耐冲击性、耐热性、透明性等特性,被广泛用于电子、汽车、机械零件等各种领域。
成型工艺
1.原料的预热干燥
为了保证制件质量,成型前,必须对原料充分干燥。干燥方法可采用沸腾床干燥(温度120~130℃,时间1~2h);真空干燥[温度110℃,真空度0.96MPa(720mmHg)以上,时间10~25 h];普通烘箱干燥(温度110~120℃,时间25~48 h)。干燥时间不能过长,否则树脂颜色加深,容易造成性能下降。于燥后水分应不大于0.03%。注射时,料斗应是封闭的,而且其中可加设加热装置(红外线灯或电加热),料温允许达到120℃,借以防止干燥后的树
脂再吸湿。料斗的加料量应不超过0.5~1 h的用量。已干燥好的物料如不立即使用,应在密闭容器内保存。使用时,应在120℃温度下再千燥4 h以上。湿含量是否合格,快的检验方法是在注射机上米用“对空注射”法,如果从喷嘴缓慢流出的物料是均匀无色、光亮无银丝和气泡的细条,即为合格。
2.成型温度
成型温度的选择与树脂相对分子质量及其分布,制件的形状及壁厚、注射成型机的类型等有关,一般控制在250~310℃范围内。注射成型宜选用相对分子质量稍低的树脂,但其韧度不免有所降低。选用的树脂,其K值以在52~54较为适宜。薄壁制件,成型温度应偏高,以在285~305℃为好;厚壁(厚度大于10 mm)的制件的成型温度可略低,以250~280℃为宜。由于厚壁制件成型周期长,塑料在料筒内塑化较好;再者,厚壁制件所用浇口及型腔尺寸较大,所以塑料熔体流动阻力小,在稍低温度下亦能成型。如温度超过290℃,注射周期加长,过热分解的倾向就会增大,对制件的综合性能有损。不同类型的注射机,成型温度也不一样,螺杆式为260~285℃,柱塞式则为270~310℃。两类注射机上的喷嘴均应加热,温度为260~310℃。加料口一端的料筒温度应在聚碳酸酯的软化温度以上,一般要求大于230℃,以减少料塞的阻力和注射压力损失。
3.注射压力
聚碳酸酯的熔融黏度较高,成型薄壁或形状复杂的制件需要较大的注射压力。使用柱塞式注射机,一般注射压力为100~160 MPa,而螺杆式注射机为80~130 MPa。保压时间对制件内应力影响较大。为获得各项性能良好的制件,选用高料温和低压力是适宜的,这将减少制品的残余压力。保压时间过长,不仅内应力大,制件易开裂使强度降低,同时会延长成型周期。通常注射速度约在8~10 m/s之间。
4.模具温度
制件中的内应力,通常与冷却时的料温和模温之间的差值大致成正比关系。因此,模温应尽量高。聚碳酸酯塑料制件能在140℃模温的情况下顺利脱模,所以模温一般可保持为85~140℃。模温过高时,制件冷却慢,成型周期长,且易发生黏模,使制件在脱模过程中产生变形。
5.制件的热处理
聚碳酸酯制件的内应力可通过热处理来消除,热处理温度应选择在玻璃化温度以下16~20℃。一般控制为125~135℃。处理时间视制件厚度和形状而定。制件越厚,时间越长。
主要优点
1.具高强度及弹性系数、高冲击强度、使用温度范围广;
2.高度透明性及自由染色性;
3.成形收缩率低、尺寸安定性良好;
4.耐疲劳性佳;
5.耐候性佳;
6.电气特性优。
7.机械性能:强度高、耐疲劳性、尺寸稳定、蠕变也小(高温条件下也极少有变化);
8.耐热老化性:增强后的UL温度指数达120~140℃(户外长期老化性也很好);
9.耐溶剂性:无应力开裂;
10.对水稳定性:高温下遇水易分解(高温高湿环境下使用需谨慎);
11.绝缘性能:优良(潮湿、高温也能保持电性能稳定,是制造电子、电气零件的理想材料);
12.介电系数:3.0—3.2;
13.耐电弧性:120s;
14.成型加工性:普通设备注塑或挤塑。
重要提示:
1. 质量说明:正规的渠道进货,所售物资均为原厂原包
2. 诚信承诺:我们的宗旨是能够长期的与客户合作,互利共赢!
3. 需要了解更多关于PC的详细信息,欢迎致电联系。
4.价格行情波动,网上价格有差异,需要了解行情价格,数据等敬请来电!



