-
你好,欢迎来到东莞市樟木头宇涛塑胶原料经营部官网!





|

| 品牌 | 拜耳 |
| 货号 | 9425 |
| 用途 | 包装,汽车,医疗,建材,照明,电子,电器,五金等各行业 |
| 牌号 | 9425 |
| 型号 | PC9425 |
| 品名 | PC |
| 外形尺寸 | 颗粒 |
| 生产企业 | 科思创 |
| 是否进口 | 是 |
科思创PC9425 黑色加纤PC9425 拜耳PC9125
PC主要优点
1.具高强度及弹性系数、高冲击强度、使用温度范围广;
2.高度透明性及自由染色性;
3.成形收缩率低、尺寸安定性良好;
4.耐疲劳性佳;
5.耐候性佳;
6.电气特性优。
7.机械性能:强度高、耐疲劳性、尺寸稳定、蠕变也小(高温条件下也极少有变化);
8.耐热老化性:增强后的UL温度指数达120~140℃(户外长期老化性也很好);
9.耐溶剂性:无应力开裂;
10.对水稳定性:高温下遇水易分解(高温高湿环境下使用需谨慎);
11.绝缘性能:优良(潮湿、高温也能保持电性能稳定,是制造电子、电气零件的理想材料);
12.介电系数:3.0—3.2;
13.耐电弧性:120s;
14.成型加工性:普通设备注塑或挤塑。
分类
防静电PC、
导电PC、
加纤防火PC、
抗紫外线耐候PC、
食品级PC、
抗化学性PC。
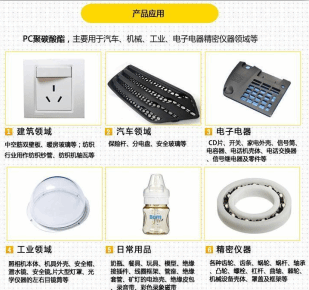
应用
成型过程问题
产生原因 及解决办法
1、银丝
a、原材料受潮————干燥原料
b、树脂过热分解————减低成型温度
c、螺杆压缩比小,背压不足————增加背压
d、模温过低————加热模具
e、排气不良————模具分型面开排气槽
2、气泡
a、原材料受潮————干燥原料
b、排气不良————改进模具设计
3、树脂变色、黑点
a、料筒、喷嘴积料————清理料筒和喷嘴
b、成型温度过高————降低成型温度
4、制品未充满
a、物料塑化不够————提高料筒温度
b、模具温度过低————提高模具温度
c、喷嘴溢料————调整模具位置
d、注射压力过低————提高注射压力
e、加料量过少————调整加料量
成型工艺
1.原料的预热干燥
为了保证制件质量,成型前,必须对原料充分干燥。干燥方法可采用沸腾床干燥(温度120~130℃,时间1~2h);真空干燥[温度110℃,真空度0.96MPa(720mmHg)以上,时间10~25 h];普通烘箱干燥(温度110~120℃,时间25~48 h)。干燥时间不能过长,否则树脂颜色加深,容易造成性能下降。于燥后水分应不大于0.03%。注射时,料斗应是封闭的,而且其中可加设加热装置(红外线灯或电加热),料温允许达到120℃,借以防止干燥后的树脂再吸湿。料斗的加料量应不超过0.5~1 h的用量。已干燥好的物料如不立即使用,应在密闭容器内保存。使用时,应在120℃温度下再千燥4 h以上。湿含量是否合格,快的检验方法是在注射机上米用“对空注射”法,如果从喷嘴缓慢流出的物料是均匀无色、光亮无银丝和气泡的细条,即为合格。
制品成型方法
聚碳酸酯在成型制品前,应先将原料在120~130℃的热风循环烘箱中干燥处理10h左右,使原料的含水量小于0.03%。
干燥处理后的原料,可采用挤出、注塑、吹塑和真空成型等方法。成型塑料各种板、管、容器和薄膜等制品。
聚碳酸酯成型加工时,机筒的加料段温度在230℃左右,塑化段温度在250℃左右,均化段温度在270℃左右,注射压力在40~120MPa范围内,模具温度在100℃左右。为了消除制件的内应力,制品成型后要在120℃左右的温度中进行热处理。可采用油浴法,也可在烘箱中进行热处理。
一、原料的干燥
1、原料烘干:普通烘干箱温度110—130,时间2—4小时,机顶料斗烘干箱温度100—120,要求水分含量低于0.03%。
2、判断水含量是否合格:看空注射的料条情况,物料通过塑化后由喷嘴流出来的料条应是均匀无色、无银丝和无气泡的细条;否则则是烘干不彻底。
二、注射工艺
1、注塑机调整成型参数(视原料分子量高低调整):
料筒温度:前部250—310,中部240—280,后部230—250。
喷嘴温度:比后部低10。
模具温度:70—120。
注射压力:70—140MPa。
螺杆转速:30—120r/min。
成型周期:注射1—25s,冷却5—40s。
重要提示:
1. 质量说明:正规的渠道进货,所售物资均为原厂原包
2. 诚信承诺:我们的宗旨是能够长期的与客户合作,互利共赢!
3. 需要了解更多关于PC的详细信息,欢迎致电联系。
4.价格行情波动,网上价格有差异



