-
你好,欢迎来到东莞市樟木头宇涛塑胶原料经营部官网!




|


| 特性级别 | 阻燃级 |
| 牌号 | Ixef 3008 |
| 加工级别 | 注堕级 |
| 品名 | |
| 厂家(产地) | 美国苏威 |
| 用途级别 | 汽车部件 |
Ixef 3008 30% 碳纤维增强 |
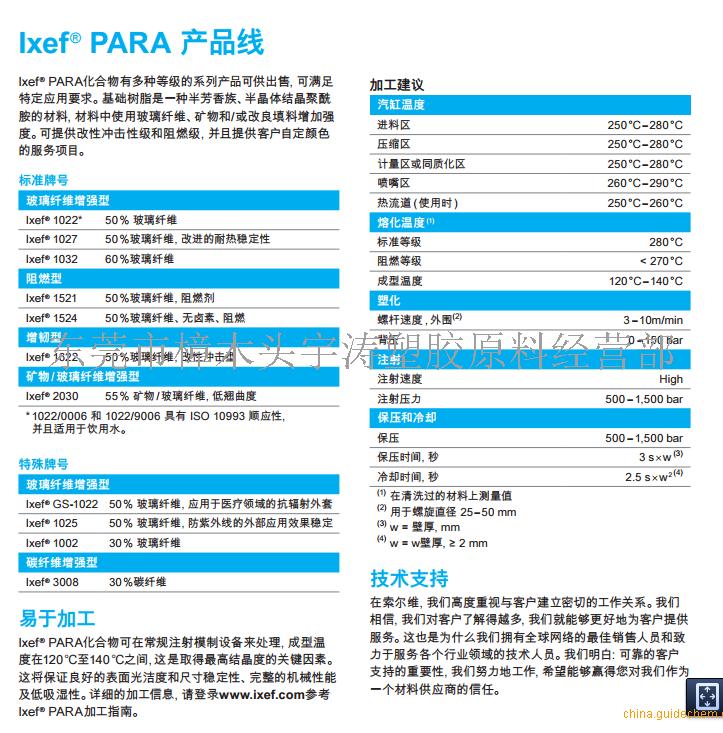
Ixef PARA
(聚芳香酰胺)将高强度与美观独特地结合在一起,非常适用于既要求整体强度,又要求表面平滑美观的复杂部件。 |
适用于薄壁的高流动性此外,Ixef PARA 是一种流动性非常高的树脂,即使在玻纤含量高达 60% 时,它仍能轻易地填充厚度仅为0.5 mm 的薄壁。 |
 |
 |
标准牌号 玻璃纤维增强型 Ixef 1022 50% 玻纤,注塑通用 Ixef 1027 50% 玻纤,更高的热稳定性 Ixef 1032 60% 玻纤,注塑通用 阻燃型 Ixef 1521 50% 玻纤,阻燃 Ixef 1524 50% 玻纤,无卤阻燃 增韧型 Ixef 1622 50% 玻纤,抗冲击改性 矿物/玻纤增强型 Ixef 2030 55% 矿物/玻纤,低翘曲 特种牌号 玻纤增强型 Ixef 1002 30% 玻纤 Ixef GS-1022 50% 玻纤,耐伽玛射线,适用于医疗保健应用 Ixef 1025 50% 玻纤,抗 UV,适用于汽车应用 碳纤维增强型 Ixef 3008 30% 碳纤维 与食品接触及饮用水应用 Ixef FC-1022 50% 玻纤增强型,获与食品接触许可 Ixef DW-1022 50% 玻纤增强型,获饮用水应用许可 |
 |
技术公告 SOLVAY SPECIALTY POLYMERS More Products with More Performance™ 设备 Ixef PARA 塑料可以在常规的注塑成型设备中进行加工。 估计需要 1T/cm2 的锁模压力。 建议使用压缩比在 2:1 和 3:1 之间以及 L/D(长度/直 径)比在 15:1 和 20:1 之间的标准(通用型)螺杆。 使用环型止逆阀,不要使用球型止逆阀。 使用逆锥度喷嘴以减少发生流涎或凝结。 在模具和压机的压板之间使用绝缘板。 根据加工过程的温度要求,使用水温或油温的模具温度 控制装置。 当使用油温加热器时,要确保管线、密封件以及导热流 体都适合该加工温度。 使用除湿料斗干燥器以确保塑料在整个加工过程中都保 持干燥。 选择适当容量的料筒,使滞留时间不长于 6 分钟。滞留 时间可由下式表示: = 2 x 料筒容量 x 循环时间(秒) 注塑量 x 60 滞留时间(分) 热流道系统的设计应适合高温结晶性聚合物。 |




